¶ La machine
¶ Les informations pratiques
- Déplacement des axes
- X 800mm
- Y 460mm (a confirmer)
- Z 100mm (a confirmer)
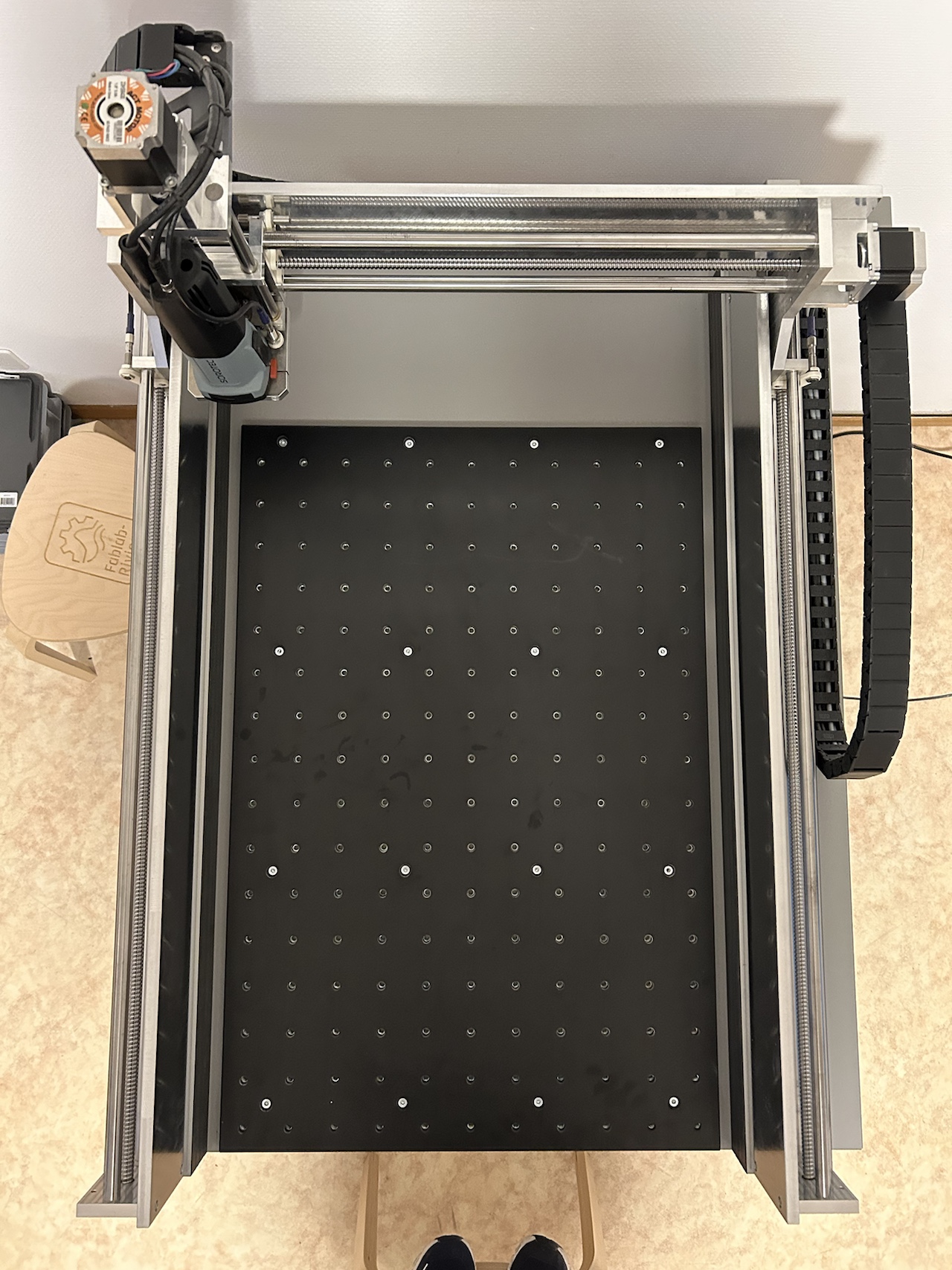
¶ La table
La table de la machine est la pièce noir comprenant une série de trous de fixation.
La table ne doit jamais être utilisée comme support direct de la pièce à usiner
Un martyr doit être intercalé entre la table et la pièce à usiner afin de s'assurer que l'outil n'entrera pas en collision avec la table.
¶ Les capteurs inductifs
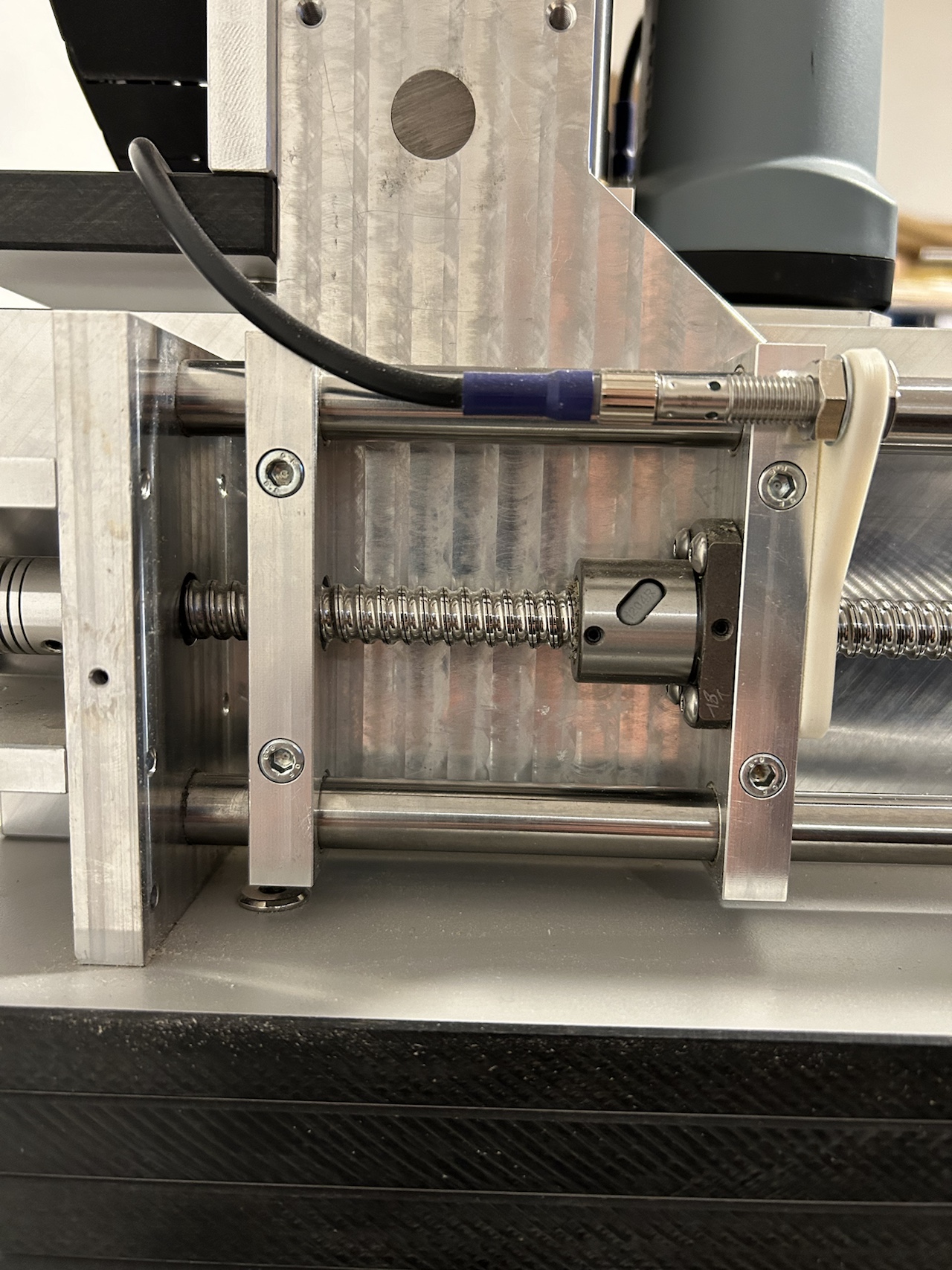
Ils permettent de référencer la machine, c'est-à-dire de trouver son point d'origine absolu.
- 2 capteurs sur l'axe X
- 1 capteur sur l'axe Y
- 1 capteur sur l'axe Z
Lors de la mise sous tension du tableau électrique, le mode d'équiarissage du portique est activé par défaut.
Il peut être activé manuellement avec le petit interrupteur sur le côté gauche.
¶ La broche

C'est le moteur sur lequel les outils se fixent, il se déplace dans les 3 directions.
- Axe X
- Axe Y
- Axe Z
¶ Le tableau éléctrique

Il se compose des éléments suivants :
En haut à gauche :
- Le contrôleur (arrière-plan)
- La carte d'équarrissage du portique (premier plan)
En haut à droite :
- Les pilotes de moteur
Au milieu :
- L'alimentation 36V
En bas :
- La section 230V
- Les relais pour la commande des sorties auxiliaires
- L'alimentation 24V pour le contrôleur
Ne jamais ouvrir le tableau éléctrique lorsqu'il est sous tension.
¶ Le côté droit

De haut en bas :
- Les connecteurs auxiliaires
- Le connecteur USB (PC)
- L'interrupteur de mise sous tension
- Le connecteur d'alimentation
¶ Le côté gauche
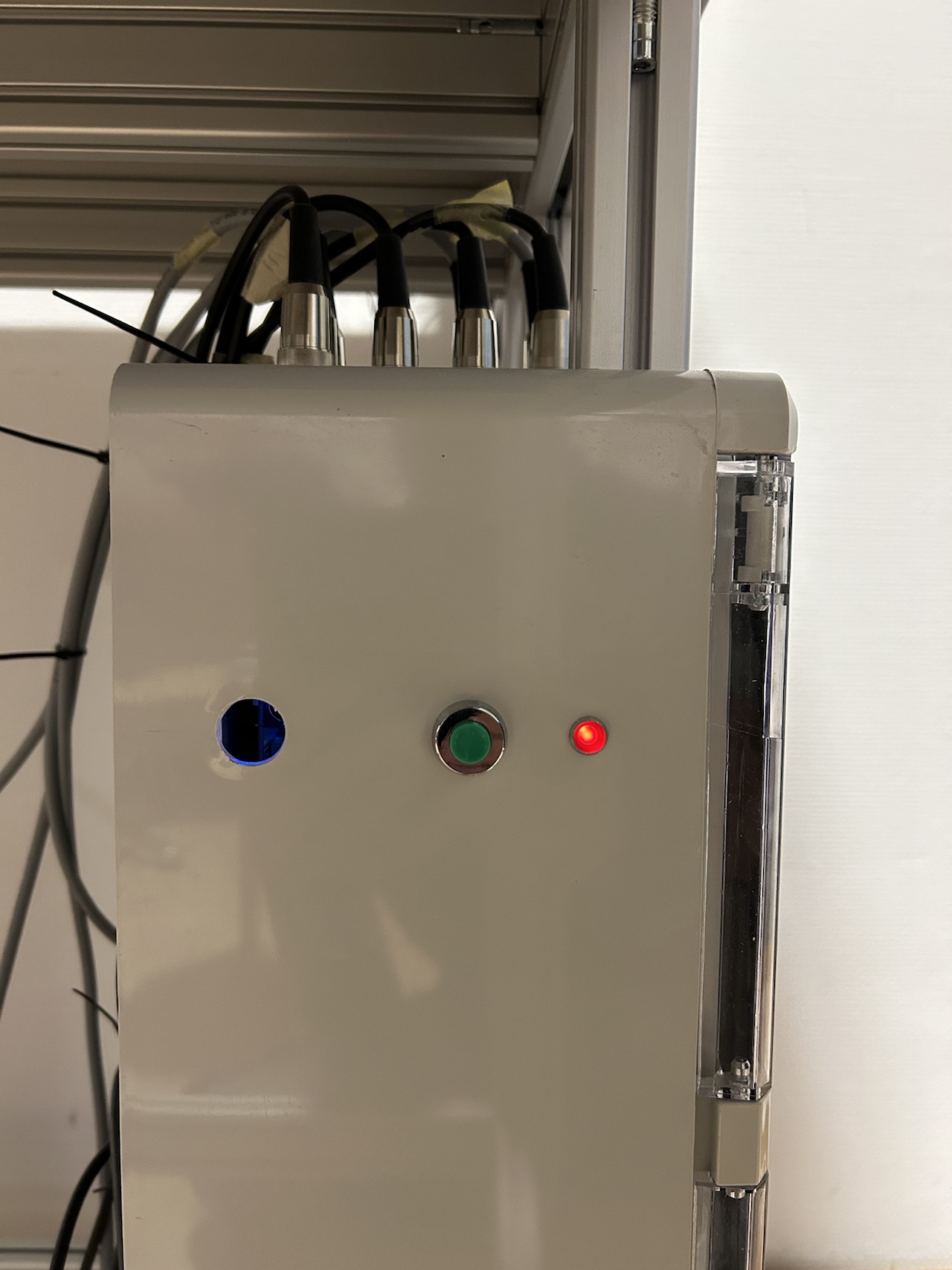
De gauche à droite :
- Emplacement pour commande externe
- Le commutateur d'activation d'équarrissage du portique
- La LED indicateur d'équarrissage du portique. Elle est activée par défaut à chaque allumage du tableau de commande et se désactive après le premier référencement
¶ Le volant de commande

¶ Joystick
Déplace la broche sur les 3 axes
- Axe X (gauche-droite)
- Axe Y (haut-bas)
- Axe Z (rotation axiale)
¶ Encodeur
Déplace très précisement le dernier axe activé par le joystick
¶ Bouton lumineux
Met à zéro les coordonnées pièce
- Un appui long met à zéro le dernier axe déplacé avec le joystick
- Un deuxième appui met à zéro tous les axes
¶ Potentiomètre gauche (S)
- Règle la vitesse de rotation de la broche
- Un appui long sur ce bouton démarre ou arrête la broche
¶ Potentiomètre droit (F)
- Règle la vitesse de déplacement des axes
- Un appui long sur ce bouton démarre ou arrête le programme
¶ Accessoires de table
¶ Pads vacuum
A rédiger ...
¶ Plaque VAC-MAT
A rédiger ...
¶ Mise en route
- Allumer le PC
- Contrôler l'alimentation du PC
- Contrôler l'alimentation du tableau éléctrique
- Contrôler la connexion USB
4.1 Depuis le port USB du PC
4.2 Vers le côté droit du tableau éléctrique - Enclencher l'interrupteur de mise sous tension du tableau éléctique
- Démarrer le programme Estlcam V12 CNC
¶ Régles de sécurité
Porter des lunettes de protection pour se protéger des éclats
Mettre hors tension l’alimentation avant toute manipulation
S'assurer que la surface de travail est libre de tout objet autre que la pièce à usiner
Fixer solidement toutes les pièces à usiner
Se positionner hors de l’espace de travail pendant que la machine fonctionne